
Јазик

A Хартија Тube машинаможе да изгледа директно на површината - тркалајте хартија, нанесете лепило, исечете ја на должина. Во вистинските фабрики, точките на болка се појавуваат брзо: нестабилна јачина на цевката, неред на лепак, чести прекини, бавни промени во големината, и неконзистентни намалувања кои создаваат отпад и поплаки од клиентите. Оваа статија го разложува процесот на правење цевки, најчестите производствени главоболки и способностите на машината кои всушност реши ги. Исто така, ќе добиете практична листа за проверка за купување, табела од карактеристики до болка и книга за одржување за да можете да трчате стабилни смени со помалку изненадувања.
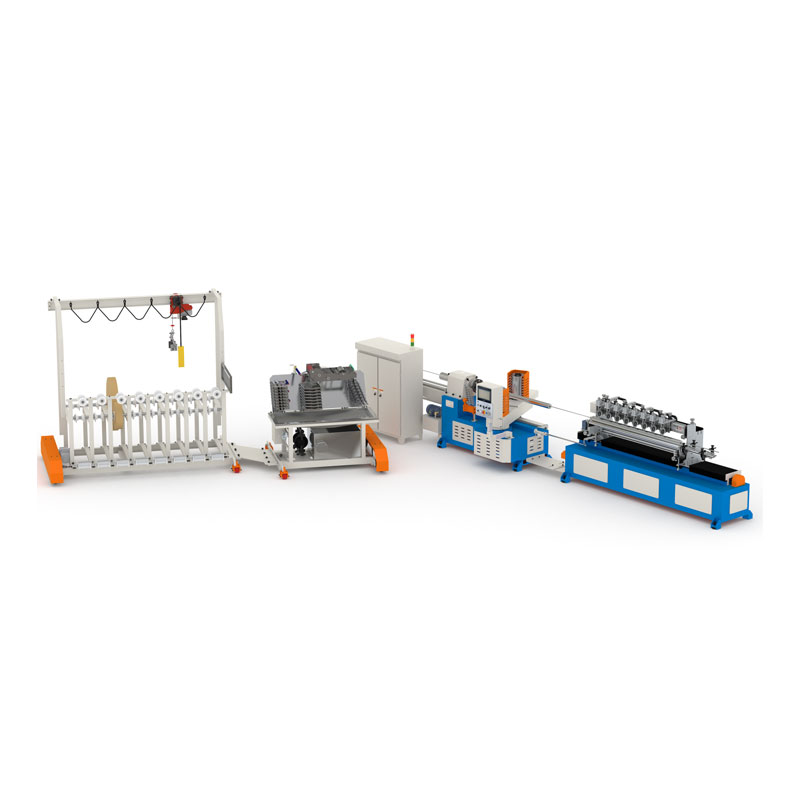
A Машина за цевки за хартијаформира цевки со намотување повеќе слоеви хартија околу мандрела (понекогаш се нарекува вратило или јадро), врзете ги со лепило, а потоа исечете ја цевката до потребната должина. Во зависност од вашата индустрија, готовата цевка може да биде цевка за пакување, филм или текстилно јадро, тело од композитна конзерва или структурна цевка што се користи како заштитна чаура.
Разликата помеѓу „производител на цевки“ што само работи и линија што печати пари (учтиво) е конзистентноста: постојано затегнување, доследна примена на лепило, постојан притисок на намотување и постојано сечење. Кога тие променливи се движат, добивате слаби цевки, овалност, раслојување, прашина, контаминација со лепак или слаба толеранција на должина.
Точка на болка 1: Неконзистентна јачина на цевката
На клиентите не им е грижа што сериите на хартија се разликуваат или дека влажноста се менува преку ноќ. Ако цевката се смачка, раслојува, или колабира за време на намотување/пакување, ја губите довербата и маржата. Проблемите со јачината обично се навраќаат на контролата на затегнатоста на хартијата, униформност на лепилото и стабилност на притисокот на ликвидацијата.
Точка на болка 2: Неред со лепак и нестабилно поврзување
Премногу лепило предизвикува лизгање, контаминација и прекин на чистењето. Премалку предизвикува раслојување и слаби зглобови. Контролирана патека за испорака на лепак (и рутина за чистење погодна за операторот) честопати е најбрзата надградба на ROI.
Болка точка 3: Бавни промени
Ако префрлувањето на дијаметрите или дебелината на ѕидот трае засекогаш, ќе избегнете разновидност на производи и ќе пропуштите нарачки. Брзите промени на големината се потпираат на механизмите за брзо прилагодување, јасни референци за поставување и стабилни дигитални рецепти.
Точка на болка 4: Лоша точност на сечењето и груби рабови
Лошите резови се појавуваат како неусогласеност на должината, бруси, смачкани краеви и поплаки од клиентите. Стабилноста на сечењето зависи од цврстината, состојбата на сечилото, синхронизацијата со брзината на напојување на цевката, и чист метод за ракување со прав.
Ако оценувате нова линија, не започнувајте со прашањето „Која е максималната брзина? Започнете со прашување: „Според нашите спецификации на цевката, која брзина останува стабилна за целосно менување без квалитетно лизгање?
Разбирањето на процесот ви помага да забележите каде навлегува нестабилноста. Повеќето производство на хартиени цевки ја следи оваа низа:
СтабилнаМашина за цевки за хартијане е „една карактеристика“. Тоа е синџир: ако тензијата се наноси, лепилото станува нерамномерно; ако лепилото е нерамномерно, притисокот на ликвидацијата се однесува поинаку; ако се промени притисокот на ликвидацијата, се менува квалитетот на сечењето. Добрата опрема го прави ланецот предвидлив.
Еве ги способностите кои имаат тенденција да бидат најважни кога производството е реално, а не теоретско:
| Производствен проблем | Способност на машината што помага | Што треба да барате за време на евалуацијата |
|---|---|---|
| Разложеност на цевката / слабо поврзување | Стабилна примена на лепило и контролирана патека на лепак | Дури и леплив филм, делови што лесно се чистат, јасни опсези за поставување за грамажата на хартијата и дебелината на цевката |
| Овални цевки / слаба заобленост | Цврст систем за формирање и стабилен притисок на намотување | Конзистентни отчитувања на OD/ID на цевката, минимални вибрации, непречено работење со вашата целна брзина |
| Брчки и неусогласеност на слоевите | Добро водење на хартијата и стабилност на напнатоста | Чиста веб-патека, сигурно сопирање/контрола, повторливо порамнување по менувањето на макара |
| Несогласување на груби рабови / должина | Точна синхронизација на сечењето | Исечете ги примероците на долг рок: проверете ги брусите, смачканите краеви, конзистентноста на толеранцијата на должината |
| Премногу отпад при стартување | Референци за брзо поставување и контроли погодни за операторот | Лесни прилагодувања на параметрите, јасни индикатори, стабилни резултати по рестартирање |
| Застој од чистење и метеж | Пристап за одржување и предвидливи потрошни материјали | Едноставни чекори за чистење, достапни места за лепак/сечење, стандардни делови за абење |
Забележете што недостасува: нејасни ветувања. Најдобрите разговори за купување се вртат околу спецификациите на вашата цевка и вашата реалност на промена. Ако добавувачот може да објасни како нивнитеМашина за цевки за хартијаостанува стабилен на долг рок - особено за време на менување на ролна и рестартирање - тоа е моментот кога се приближувате до добра одлука.
Пред да споредувате цитати, заклучете ги вашите барања. Машина која е совршена за цевки за пакување со тенкоѕидни цевки може да биде погрешна за тешките индустриски јадра. Користете ја контролната листа подолу за да избегнете купување „речиси правилно“.
Дефинирајте ги вашите барања за цевки
Побарајте начин на размислување за доказ
| Што да се потврди | Како да го потврдите | Поим за полагање/неуспех |
|---|---|---|
| Стабилност на димензии (OD/ID/заобленост) | Мерете ги цевките на долг рок и по рестартирање | Минимален нанос, стабилни отчитувања без постојано вртење на копчето |
| Конзистентност на јачината на врската | Исечете ги пресеците и проверете ја униформноста на врзувањето на слојот | Без очигледни суви зони, без прекумерно истиснување на лепак |
| Квалитет на сечење | Проверете ги краевите за бруси/дробење; потврдете ја толеранцијата на должината | Чисти рабови и повторлива должина низ сериите |
| Искуство на операторот | Операторите нека извршат промена на ролна + процедури за рестартирање | Процесот останува мирен; поставувањето е јасно и повторливо |
| Реализам на одржување | Поминете низ чекорите за чистење + замена на делови за носење | Пристапен дизајн и едноставни рутини што нема да се прескокнат |
Контролата на квалитетот за производство на цевки не треба да биде комплицирана; тоа треба да биде конзистентно. Ако водите аМашина за цевки за хартијаво обем, малиот нанос станува скап брзо.
Професионален совет: ако вашиот отпад „случајно“ расте, тоа обично не е случајно - следете кога ќе се случи (по менување на макари, по застанувања, во влажни периоди) и ќе најдете шема што можете да ја поправите.
Времето на работа е стратегија, а не желба. Најлесен начин да се задржи аМашина за цевки за хартијастабилна е да се третира одржувањето како дел од производството. Еве практичен пристап што го користат многу растенија:
| Фреквенција | Што да се прави | Зошто е важно |
|---|---|---|
| По смена | Исчистете ги местата за контакт со лепилото, отстранете ја прашината од хартијата во близина на сечењето, проверете ја очигледната лабавост | Спречува акумулација што предизвикува нестабилност на врзувањето и лоши резови |
| Дневно | Проверете ги сечилата/алатите, проверете ги основните водилки за усогласување, проверете ги подвижните делови за невообичаен шум | Уловите се трошат рано пред да стане отпад и време на застој |
| Неделно | Рутината за подмачкување, подлабоко чистење, ја потврдуваат напнатоста и стабилноста на хранењето | Го стабилизира процесот и го спречува наносот |
| Месечно | Прегледајте го инвентарот на резервни делови, проверете ги компонентите за носење на клучевите, освежете ја обуката за освежување на операторот | Ги намалува итни случаи и ги одржува операциите конзистентни меѓу тимовите |
Кога решавате проблеми, започнете со симптоми и работете наназад: ако исечениците се груби, немојте веднаш да го обвинувате сечилото - проверете ја стабилноста на напојувањето на цевката и вибрациите. Ако се појави раслојување, не ја обвинувајте веднаш хартијата - проверете ја униформноста на лепилото и повлекувањето на затегнатоста. Мирната дијагноза ги надминува прилагодувањата на паниката секој пат.
Купувањето опрема е една работа. Непречено водење со години е друго. Добриот однос со добавувачи обично вклучува: практична поддршка за пуштање во работа, јасни упатства за ракување, достапни делови за абење и одговорна услуга за отстранување проблеми. Целта е едноставна: одржувајте ја вашата линија предвидлива за распоредот за испорака да остане сигурен.
Ако сте извори од Wenzhou Feihua Printing Machinery Co., Ltd., третирајте го разговорот како план за производство: споделете ги вашите спецификации на цевката, вашата материјална реалност и целта за излез - потоа прашајте како машината останува стабилна на долги патеки, се рестартира и често се менува големината. Квалитетот на одговорите што ги добивате ќе ви каже повеќе отколку што некогаш би можело да има една брошура.
П: Кои информации треба да ги подготвам пред да побарам понуда за машина за цевки за хартија?
А:Подгответе го опсегот на дијаметар на цевката, опсегот на дебелина на ѕидот, опсегот на должина, бројот на грамажата/облогата на хартијата, претпочитаниот тип на лепило, целниот излез по смена и сите посебни барања (крајна завршница, контрола на прашина, тесни толеранции, чести промени во големината). Колку се појасни вашите податоци, толку е попрецизна препораката.
П: Како да знам дали моите проблеми со јачината на цевката потекнуваат од машината или од сирова хартија?
А:Проверете ги шаблоните. Ако раслојувањето се издигне по промените, запирањата или влажните поместувања на макара, веројатно е вклучена стабилноста на процесот (напнатост, униформност на лепак, притисок на намотување). Ако тоа се случува постојано во сите услови, суровината или компатибилноста со лепилото може да биде двигател.
П: Кој е реален начин да се оцени квалитетот на сечењето?
А:Не судете според неколку примероци. Побарајте долг рок на вашите спецификации, а потоа проверувајте ги исечените краеви и конзистентноста на должината низ времето - особено по рестартирањето. Постојаната чистота и толеранцијата се поважни од едно „совршено“ намалување.
П: Дали поголемата брзина е секогаш подобра?
А:Само ако квалитетот остане стабилен за целосна смена. Големата брзина со димензионални димензии или чести запирања за чистење може да произведе помалку продажен резултат од малку побавната, постабилна линија.
П: Кои задачи за одржување најдиректно го штитат квалитетот?
А:Чистењето на областа со лепило, управувањето со прашина во близина на сечењето и рутинските проверки за вибрации и лабавост се големи победи. Тие го спречуваат „малиот нанос“ што тивко создава отпад.
Подготвени сте да ја усогласите вистинската машина за цевки за хартија со спецификациите на цевките и целта на дневното производство?
Кажете ни го вашиот опсег на дијаметар, дебелина на ѕидот, толеранција на должина, тип на хартија и целен капацитет - и ние ќе ви помогнеме да мапирате практична конфигурација што дава приоритет на стабилно производство, брзи промени и чисти парчиња. Ако сакате помалку изненадувања и повеќе предвидливи промени, контактирајте со насда разговарате за вашата апликација и да побарате приспособено решение.











